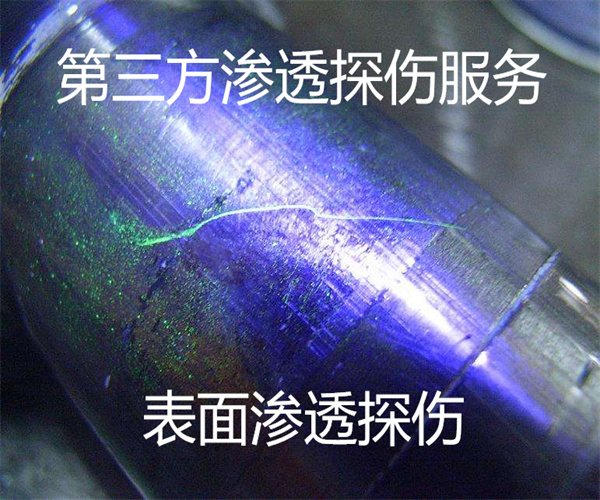
渗透探伤(PT)
渗透探伤是利用毛细现象检查材料表面缺陷的一种无损检验方法。可以检测非多孔性材料的表面开口缺陷,分为着色渗透和荧光渗透两类;既可以用于实验室来样,也可用于现场检测(着色渗透和荧光渗透皆可)。渗透检测可广泛应用于检测大部分的非吸收性物料以及非多孔性材料的表面开口缺陷,如钢铁,有色金属,陶瓷及塑料等,对于形状复杂的缺陷也可一次性全面检测。主要用于裂纹、白点、疏松、夹杂物等缺陷的检测。
渗透探伤是利用毛细现象检查材料表面缺陷的一种无损检验方法。可以检测非多孔性材料的表面开口缺陷,分为着色渗透和荧光渗透两类;既可以用于实验室来样,也可用于现场检测(着色渗透和荧光渗透皆可)。渗透检测可广泛应用于检测大部分的非吸收性物料以及非多孔性材料的表面开口缺陷,如钢铁,有色金属,陶瓷及塑料等,对于形状复杂的缺陷也可一次性全面检测。主要用于裂纹、白点、疏松、夹杂物等缺陷的检测。
零件表面被施涂含有荧光染料或着色染料的渗透剂后,在毛细管作用下,经过一段时间,渗透液可以渗透进表面开口缺陷中;经去除零件表面多余的渗透液后,再在零件表面施涂显像剂。缺陷中的渗透剂在毛细作用下重新被吸附到零件表面上来而形成放大了的缺陷图象显示,在黑光灯(荧光检验法)或白光灯(着色检验法)下观察缺陷显示。
适用于检测各种金属材料和非金属材料的零件,包括各种钢铁材料、铝合金、镁合金、钛合金、玻璃钢、玻璃、塑料,陶瓷等制造的零件;
适用于检测各种冷、热加工的零件,包括铸件、焊接件、锻件、挤压件、热处理件、表面处理件、各种机械加工件等;
适用于原材料试样件,在制零件,成品件,及在役零件的检测。
检测范围包括:航空航天、机械制造、特种设备、建筑建材、钢结构、管道,锅炉、金属材料,金属铸件,游乐设施,基建、核电、桥梁、铁道、船舶、化工、石化、重工等行业。
着色法 :着色法(V)只需在白光和日光下进行,在无水无电的场所下工作。
1.水洗型着色法(VA):适用于检查表面较粗糙、要求不太高的零件。 探伤灵敏度低,不易发现细微缺陷。
2.后乳化型着色法(VB):应用广泛;灵敏度高,适用于检查较精密的零件。
荧光法 :荧光法(F)需要配合紫外灯和暗室,无法在没电的场所工作。
1.水洗型荧光法(FA)
2.后乳化型荧光法(FB)
标准:NB/T 47013,GB/T 18851,GB/T 26953,GB/T 9443,JB/T 9218等。
欧盟标准:ISO 3452,ISO 4987,EN 10228-2,EN 1371,ISO 23277等。
美国标准:ASTM E1417,ASTM E165,ASTM E433,ASTM A903等。

清理→预清理→超声波清洗→蒸汽除油→压缩空气干燥→渗透时间→乳化时间→后乳化→干燥时间→显像时间→后清洗。
1)清洗 : 进行表面清理和预清洗,清除被检零件表面所有污染物。
2)渗透 : 渗透施加方法应根据零件大小、形状、数量和检查部位,来选择喷涂、刷涂、浇涂及浸涂等方法。
3)去除 : 溶剂去除型渗透剂用清洗剂去除,除了特别难于去除的场合外,一般都用蘸有清洗剂的布和纸擦拭;不得往复擦拭,不得将被检件浸于清洗剂中或过量地使用清洗剂;在用水喷法清洗时,水管压力以0.21MPa为宜,水压不得大于0.34MPa,水温不超过43℃。
4)干燥 : 被捡物表面进行干燥。
5)显像 : 显像的过程是用显像剂将缺陷处的渗透液吸附至零件表面,产生清晰可见的缺陷图象。
6)检验 : 探伤结束后,为了防止残留的显像剂腐蚀被检物表面或影响其使用,必要时应清除显像剂。清除方法可用刷洗、喷气、喷水、用布或纸擦除等方法。
部分内容来源网络,如有侵权,请告知我们删除!还有,内容仅供参考,如有错误,请联系我们修改!
1更短的检测周期
2更低的检测费用
3更完善的检测方案
4更优质的售后服务
1产品样品
2需求沟通获取检测项目与报价
3寄送样品或者送样
4签订合同并支付费用
5安排测试检测
6报告出来推送电子报告和纸质报告
佛山市ty8天游平台登录技术服务有限公司
业务联系人:罗工 / 叶工
手机/微信:18688243060 / 13928673434
暂无评价
服务质量第一时间反馈专人处理,保证及时解决问题
所有产品均可开具发票请在下单时选择填写
因过失行为导致用户直接损失,均可享受“平台责任保障”
服务质量第一时间反馈专人处理,保证及时解决问题
找不到您需要的检测项目请点击马上下单客服电话:0757-85850930

 咨询立即报价
咨询立即报价支持支付宝、微信、对公转账等多种支付方式